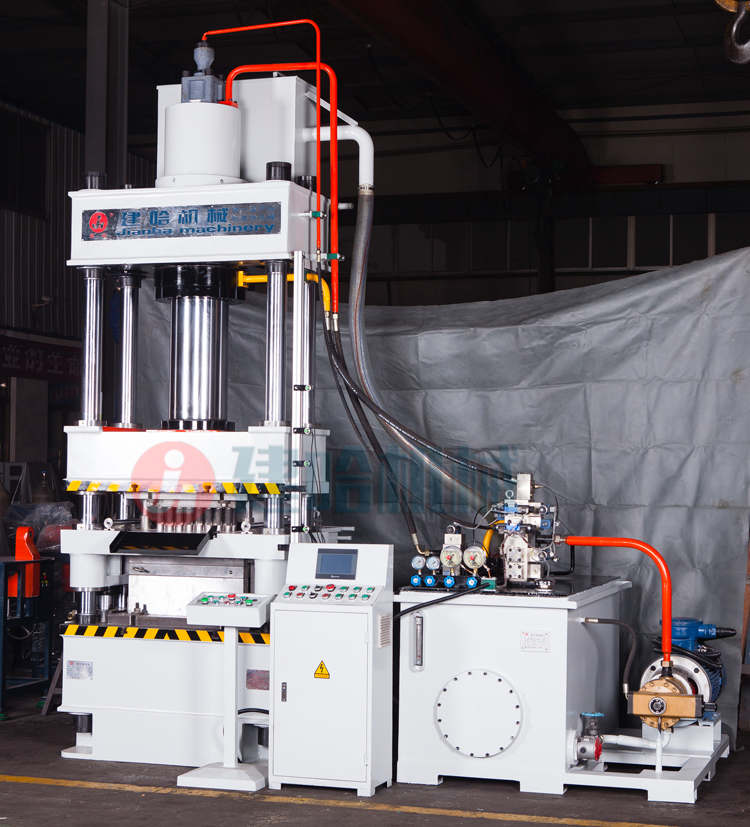
粉末成型液压机是根据客户要求设计的。采用全数控操作设计,操作简单,使用方便。采用触摸屏、PLC控制伺服电机、带比例阀的气缸、控制产品高度的气缸。,实现线圈自动送料、自动送粉、精密压料、线圈引线同步保护,满足客户要求,有效提高生产速度和生产效率,该装置具有以下特点:
1、占地面积小。
2、高输出。
3、一个人可以操作两台以上的机器。
4、设备采购成本低。
5、设备能长期稳定运行。
成型机采用四柱结构。液压缸在上梁上方。气缸轴以快速更换模式连接到成型模具。气缸轴配有位移传感器,用于检测和控制气缸行程。液压系统配备有压力传感器。它可以检测和控制油缸的成形力,便于在成形过程中监测油缸的压力和位移,也便于与下伺服系统结合完成产品的成形动作。装置中间设有自动送粉机构,装有4个不锈钢送粉箱,每个不锈钢送粉箱配有气动振动器和送粉量传感器,能清楚地知道送粉箱中是否有粉末,粉末在送粉箱中是否平稳下落。四个粉箱各设有一个铝粉箱,每个粉箱下方装有一个线性振荡器,方便粉进入模具上的粉箱。在设备的结晶器粉盒顶部有一个粉料位检测传感器,结晶器前部有一个产品检测传感器。设备模具的送粉由伺服电机驱动的精密滚珠丝杠模块完成。送粉均匀,效率高。该设备的下横梁底部设有一套伺服机构和一套线圈引线同步升降伺服装置。卸载伺服装置的最大卸载力为4,卸载行程为50mm。其作用是在成型前形成粉末填充腔。然后取出产品。线圈引线同步升降伺服装置的作用是:该装置在成型时,需要将产品的两根扁铜线压下,并随主缸下降同步下落,以免弯断线耳,造成质量好。这两套伺服系统可与设备自动配合工作,也可单独控制手动工作,并可根据产品需要任意设定行程和位置。
6、安全性:该装置配备了大量的检测和感应传感器,前部装有传感器,前部装有安全栅,左右两侧和后部装有安全防护门,极大地体现了设备的安全性能,允许员工操作人身安全和产品、设备的安全性得到保证,扩展的设备控制系统可随时与周边送料、送料机器人连接,提高设备效率和安全性。